
1年経ってだいぶ慣れてきたこともあって3Dプリンタの最近の用途は仕事モノが過半になっておって、筐体とか、ネジ等の小物部品の箱とか諸々打ち出すことが多い。
架空モノも含めて動物とかだと少々歪んだり荒れたりしても、状態に依るが大方問題ないのよ。左右対称や平滑が乱れたところで生物ならごく普通だし、趣味でフィギュアとか打っている分には今までの雑設定のまま冬でも夏でも特に問題なく使ってこれた。
でもだな、工業モノだと平面とかエッジとか大事なわけだ。歪みなんぞもってのほか、2つ以上の出力物が合わなくなっては台無しですわ。
平面やエッジはヤスリがけでなんとかなる部分もあるが、やっぱしっかり精度を出したい。
サポート設定も重要ではあるが、まずはその前提ともいえる露光時間をしっかり設定しておきたいのでございますな。
既成で無償の露光時間設定用モデルを探して、まずはプリンタメーカであるPhrozenのXP FinderとRP Testerを入手。
まぁこのXP Finderでも良いとは思うんだが、もっと明快っぽくて面白げなテストモデルを見つけたのでそっち使ってやってみるかな、って。
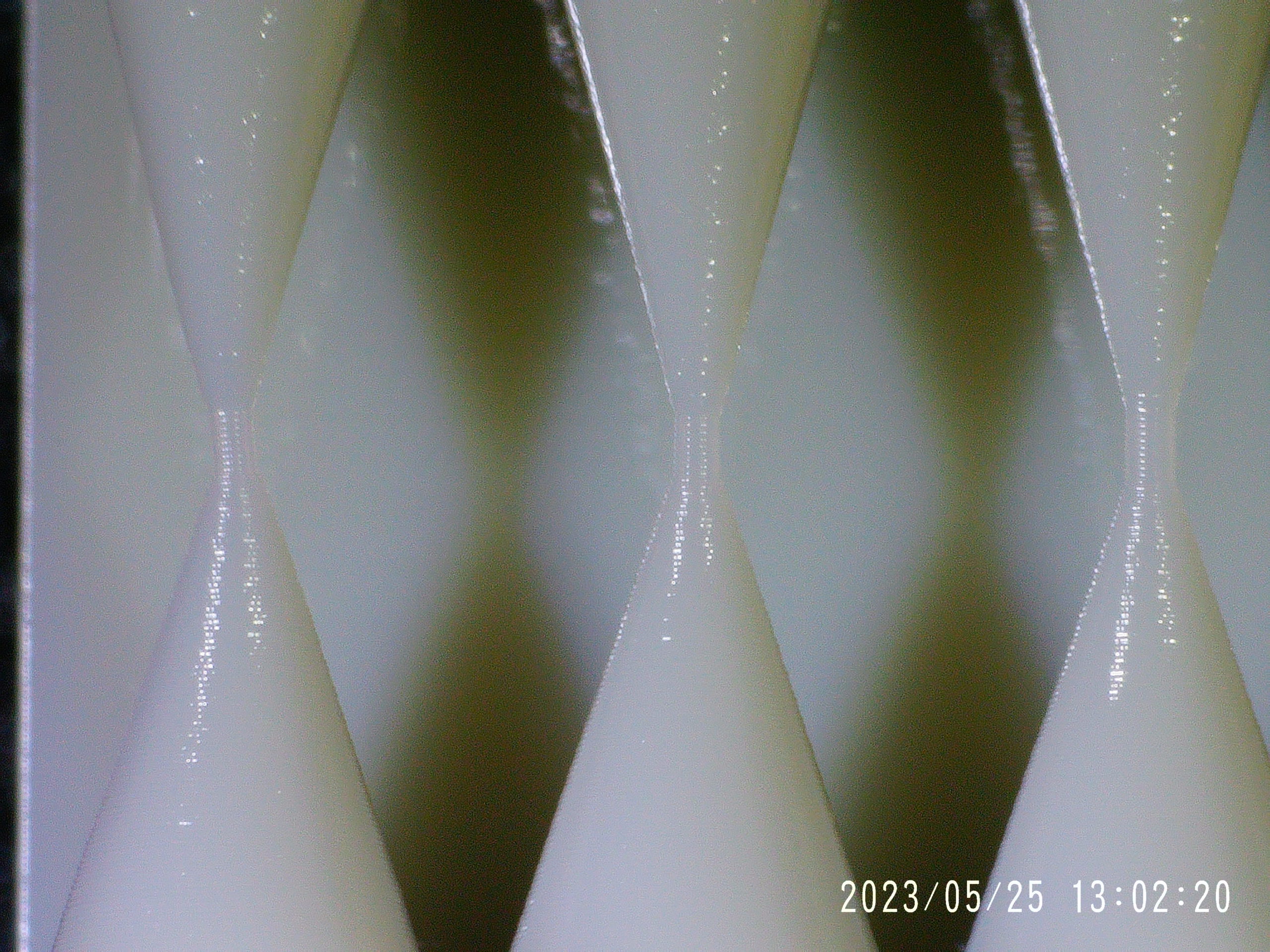
これ。
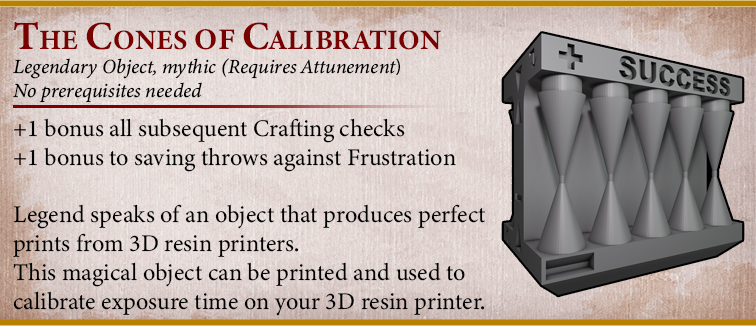
Success面とFailure面にそれぞれ10本のコーンがあって、Success面は上下のコーンの接続が右から左に細くなる。Failure面は左から右に細くなる。
で、Success面の上下コーン5ペアすべてがつながり、Failure面の上下コーン5ペアすべてが切れた状態が適正露光なんですと。
何本切れたかでどのくらい露光が不足/過多なのか目安を付けやすそうだし、良さげよね。
まー諸条件で切れ方は安定しないこともあろうけど、とにかくSuccess面の左端はつながりFailure面の右端が切れた状態を目指しゃええのぢゃ。
というわけで早速。ひとまず樹脂は最もよく使うPhrozen Water washable 灰色で。
まずは今までの設定値そのまま、メーカ推奨値の2秒 – 2.5秒の最大である2.5秒で。
左がFailure面、右がSuccess面。
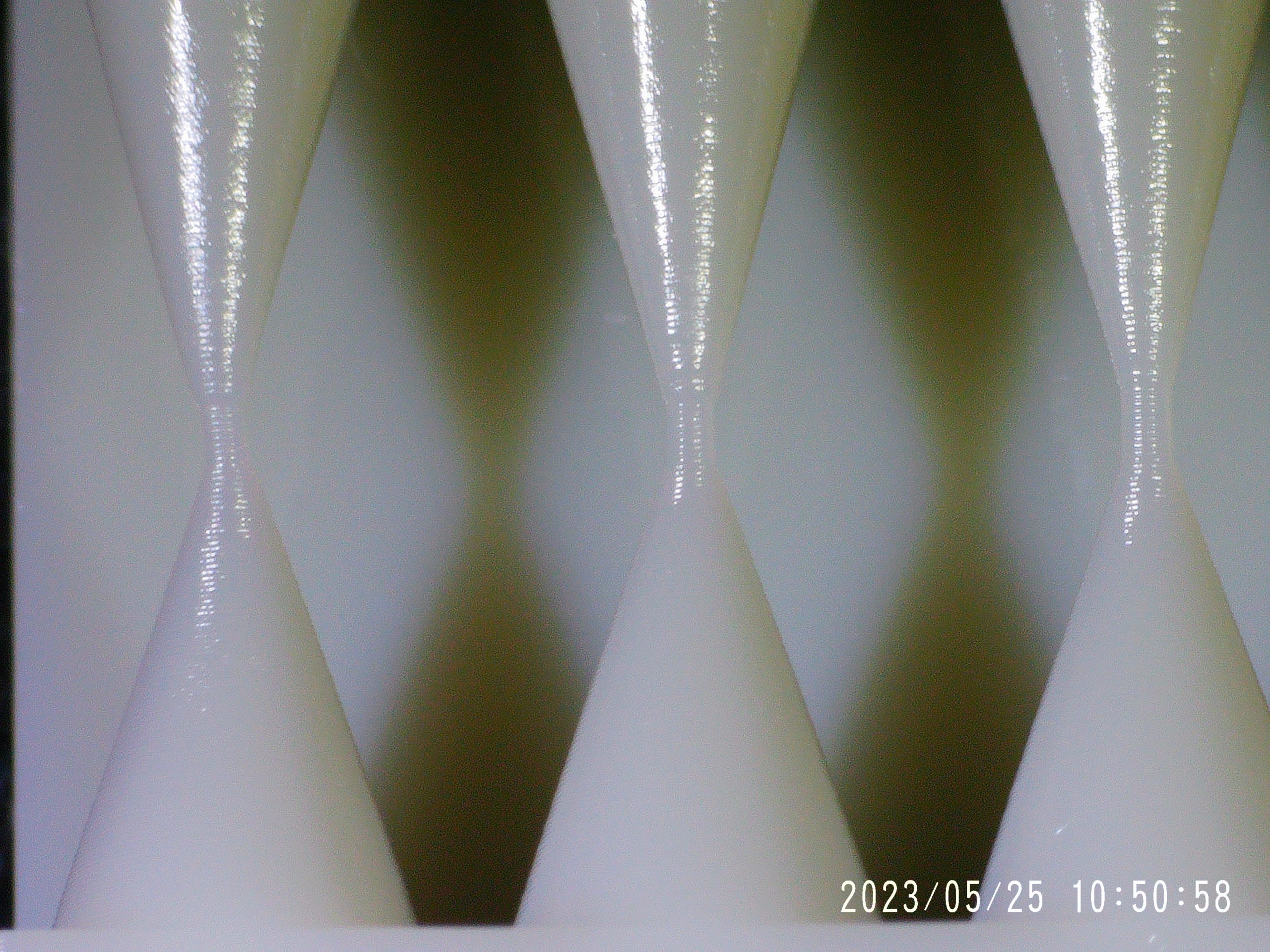
Success面はOKだが、Failure面が切れきれていませんな。若干露光過多ってわけだ。
若干、ってどのくらい短縮すりゃええのかよくわからんが、どうも露光時間は1秒刻みくらいで探っていくのが普通のようなので、その若干ってことで2.1秒にしてみた。0.4秒短縮。
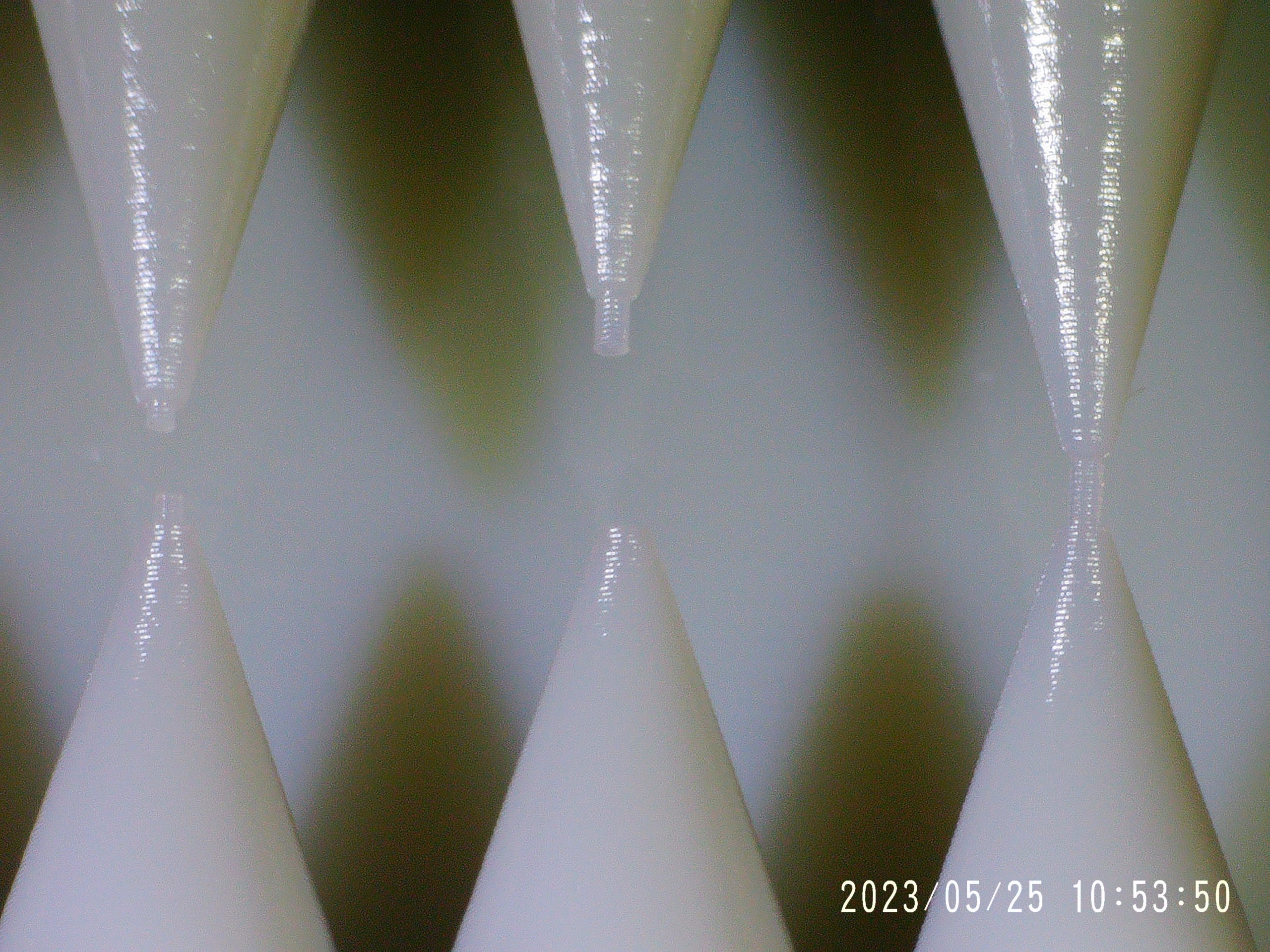
同じく左がFailure面、右がSuccess面。
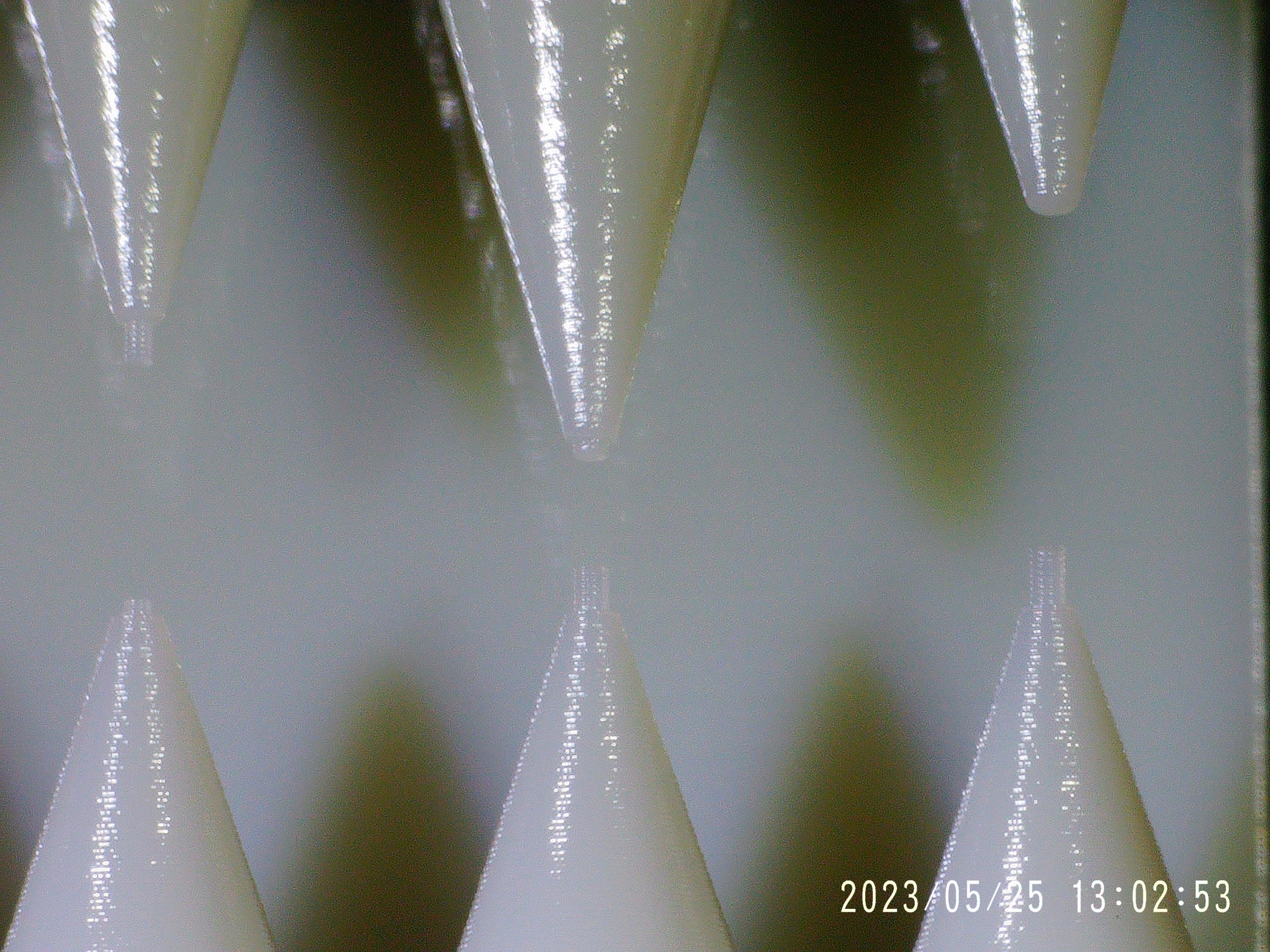
ええやん。Failureは全部切れてSuccessは全部繋がったぞ。
ということで、室温27℃あたりでのSonic Mini 8KでのWater washableの適正露光時間は2.1秒だ、っちゅうことで。
せっかくなのでそれぞれの露光時間でのXP Finderと適正露光時間でのRP Testerも出してみた。
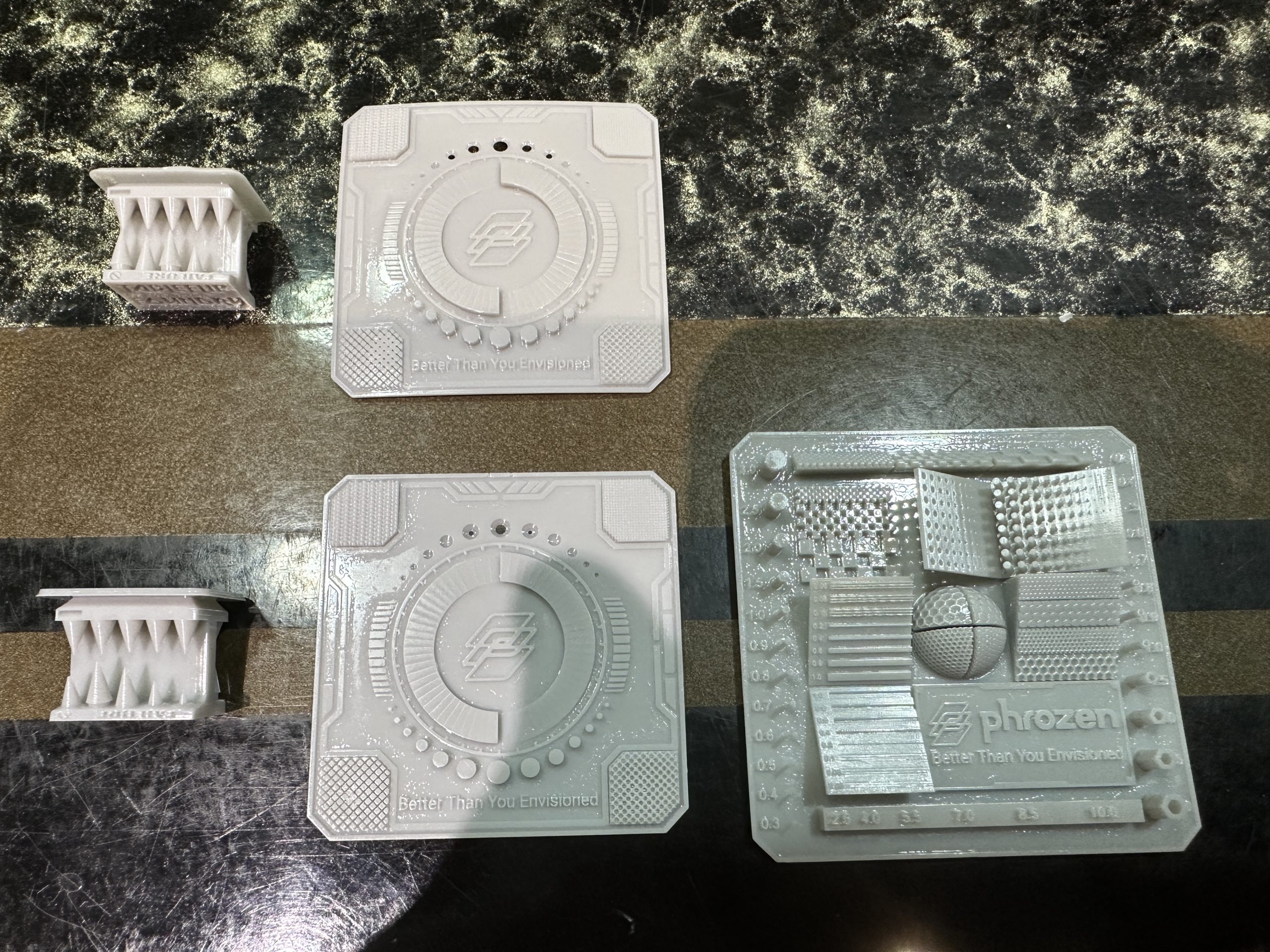
上段が2.5秒で下段が2.1秒
XP Testerは左下の格子の潰れがなくなっておるな。中央上の穴が埋まっているのはこれはやむなし、ビルドプレート直張りなので樹脂液が抜けないからな。サポート付けて浮かせれば液が切れるんだろうけどそれはせんでもよろしかろうて。
RP Finderの出来も問題無し。右の六角柱は0.6までは出ていたんだが、洗浄で折ってしもうた。
あとは各樹脂での設定値や冬場の設定値を出しておきたい。
ほか、サポート設定も大事なんだがサポートはモデルの形状や大きさ、角度によるしサポート自体の密度や太さや接触形状など条件が多岐にわたるのでなかなか厄介。
現状ひとまず露光時間が固まっているだけでも大いに有用というもの。